

Muayene Yöntemi:
Polikristalin malzemelerde (çelik) yayılan ultrasonik dalgalar, yoğunluk ve/veya elastik özelliklerin değiştiği malzeme ara yüzeylerinde saçılmaya uğrar. Genel olarak ultrasonik dalgalar tüm yönlere saçılır; bir kısmı da ultrasonik darbeyi üreten dönüştürücüye (transdüser) geri döner. Dönüştürücü tarafından alınan geri saçılmış ultrason sinyalinin şiddeti, saçılma geometrisinin boyutunun ultrason dalga boyuna oranına ve ara yüzeydeki malzeme özelliği farkının derecesine, yani akustik empedans değişimine bağlıdır.
Ultrasonik dalga boyunun saçılma geometrisinin boyutuna kıyasla büyük olduğu durumda, daha yüksek ultrason frekansları (daha kısa dalga boyları) geri saçılma şiddetini artırır. Bunun yanı sıra, saçılma geometrisinin ortalama etkin boyutu, örneğin polikristalin çeliğin tane boyutu, arttıkça geri saçılma şiddeti de artar.
Yaklaşık 20 MHz'lik uygun bir frekans kullanıldığında, sertleştirilmiş tabaka (genellikle ince taneli martenzit) ile iri taneli çekirdek malzeme arasındaki mikro yapı değişimi, geri saçılma şiddetinde belirgin bir artışa neden olur. Bu etki, ultrasonik darbe ara yüzeyden geçerken gözlemlenebilir ve standart uçuş süresi değerlendirmesi ile ara yüzeyin derinlik konumu, yani Yüzey Sertleştirme Derinliği (SHD), hesaplanır (bkz. Şekil 1).
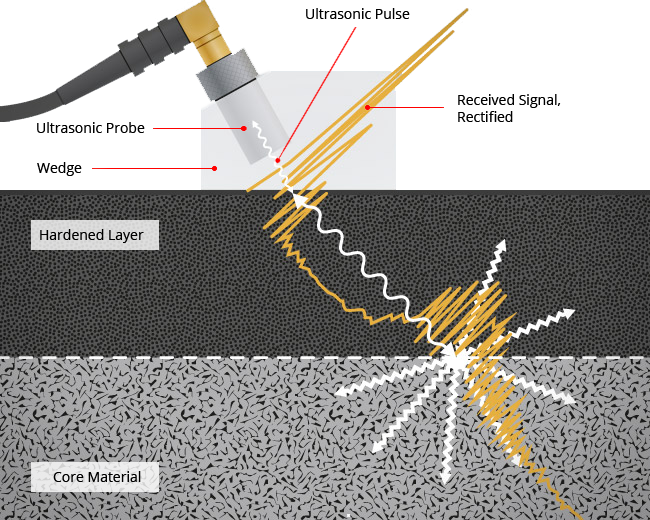
Şekil 1: Ultrasonik Geri Saçılma Tekniği (UBT)
Ses darbesinin parça yüzeyinden saçılmanın gerçekleştiği noktaya ulaşma süresi ve malzemenin bilinen ses hızı kullanılarak, sertleştirilmiş bölgenin kalınlığı hesaplanabilir.
Tahribatsız ve Tahribatlı Yöntemler Arasındaki İlişki
Ultrasonik SHD testi, metalografik yöntemler (mikro sertlik testi vb.) ile karşılaştırıldığında tamamen farklı fiziksel prensiplere dayanmaktadır. Bu nedenle ultrasonik geri saçılma tekniği (UBT) ile elde edilen SHD değerleri, tahribatlı yöntemlerle elde edilen değerlerle birebir aynı olmayabilir. Bununla birlikte, her iki yöntem de sertleştirme prosesinden, özellikle sertleştirilmiş tabaka ile çekirdek malzeme arasındaki ara yüzeyin konumundan etkilendiği için çoğu durumda iki değer arasında iyi bir korelasyon bulunmaktadır.
Uygulama Koşulları
Ultrasonik SHD testinin başarılı bir şekilde uygulanabilmesi için aşağıdaki koşulların sağlanması gerekir:
- Parçalar alev, lazer veya indüksiyon ile sertleştirilmiş olmalıdır.
- Parçalar dövme olmalıdır (döküm değil).
- Minimum SHD değeri yaklaşık 1,2 mm'nin üzerinde olmalıdır.
- Sertleştirilmiş tabaka ile çekirdek malzeme arasında belirgin bir ara yüzey bulunmalıdır.
- 20 MHz ultrasonik frekanslarda ana malzeme içindeki geri saçılma yeterli şiddette olmalıdır.

